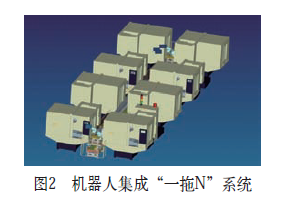
如图2所示,把机器人装在导轨上,从而延伸了机器人的作业空间,提高了机器人的工作能力和应用范围,实现了一台机器人在导轨上移动,对应多台CNC的自动化生产系统。
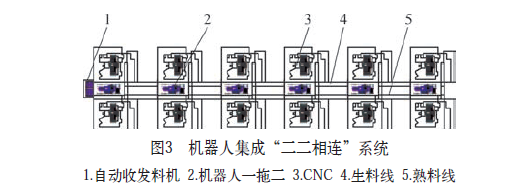
为了让机器人专心完成对CNC数控机床的取放料工作,通过规划“二二相连”供收料流水线,在原有N套“一拖二”系统的基础上,建立专用的物流快速输送通道,如图3所示,实现物料的快速供应和产品的快速周转,使机器人及时配合CNC完成取放料作业,达到产能的最大化,并且满足小批量、多品种的产品生产通用性要求。
无论是“一拖二”、“一拖N”还是“二二相连”等系统的开发,都实现了机器人与CNC数控机床的集成化生产,机器人配合CNC数控机床,完成了产品的连续生产加工过程。机器人集成化生产节省了操作人力,提高了CNC数控机床的利用率,避免了过多的人工干预导致的产能、品质等不稳定状况的发生。
在CNC的辅助生产环节中,自动化设备的开发与应用同样较好地解决了生产中人力需求较多、生产效率不足等问题。比如, 原有流动夹具的装拆夹过程, 人力需求较多, 劳动强度大,生产效率较低,开发流动夹具的自动装拆夹设备,以代替装拆夹人员。
针对产品在CNC加工后的品质检测环节,检测人力需求多,生产效率低,且人工检测品质不易保证,从而开发了自动检测设备,代替检测人员。同时,自动化设备的取放料过程,都可通过机器人自动完成。
无论是机器人集成系统,还是自动化设备,其重要的衡量指标,是适应相似产品的生产互换性。互换性越好,则系统或设备的价值、使用效率及寿命就越高。机器人集成系统互换性的基本要求是产品变更后,只需调整流动夹具、末端执行器(手爪)等与产品相适应的部分,而不会影响机器人集成系统整体的运行方式及功能实现。
4. 智能工厂初步规划
机器人集成CNC数控生产加工过程的实现,不仅需充分考虑产品生产节拍(TT)、加工周期(CT)等条件,还要合理规划车间生产布局、物流方式,实现物料快速周转。
科学合理的工厂自动物流系统的规划,是实现智能工厂的前提条件。在CNC“一拖N”系统、“二二相连”系统及自动化设备等基础上,根据各加工单元和工站的物料需求方式、需求量及需求节拍等,建立系统化集成的物料供给系统,开发物流调度逻辑,设置各物流对接站点。
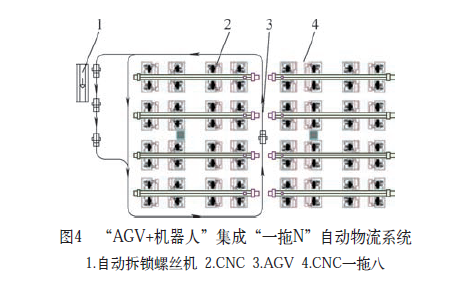
利用AGV自动移载机器人代替物流人员,将车间一个个孤立的生产设备、加工单元、工站、自动装拆、检测等环节有机连接起来,以减少中间环节、缩短产品物流周期,使加工、装配、检测、物流及取放物料等生产过程融为一体,实现物料准确、连续、及时地在各工站之间进行自动传递对接,如图4所示。
在机器人集成CNC系统、自动化设备以及AGV自动物流系统等基础上,构建CNC车间的SCADA数据采集、数据分析、远程监控、实时显示及异常处理等功能的智能生产系统。
通过SCADA系统,实时采集、分析、监控产品在CNC机床的加工数据、设备状态信息、AGV实时运行状况、产能及生产效率、设备故障及原因分析、产品检测数据等,并将生产数据、信息(刀具寿命、产能、检测数据等)实时传递到生产数据监控中心,使CNC刀具实时自动换刀或自动补偿,以确保产品生产品质和生产运行连续,同时,还不断优化生产工艺,降低损耗,提高效率。最终,替代了车间的部分生产技术及管理人员、品质人员以及维修保养人员。
通过建立“机器人集成CNC数控生产系统+自动化设备+AGV自动物流系统+SCADA网络监控系统”,使智能工厂的目标实现又前进了一步。
5. 结语
工业机器人通过高效率、可互换的末端执行装置(手爪)以及与数控机床等设备对接的集成化辅助机械装置、流水线等,提高了机器人的动作效率,扩展了作业空间,替代了大量的生产人力,满足了产能要求。
然而,经过长期的机器人生产应用实践,企业不再满足机器人只是在有限程度上代替生产人力、达成产能,持续发展才是企业追求的根本目标。
因此,通过建立生产大数据系统,使机器人在系统环境中,不仅有效执行生产加工任务,同时,维护生产管理,持续不断地提升产品品质、生产工艺及管理水平。达到这样的智慧化程度,不仅需要大幅提升机器人集成技术,更需要企业精益生产管理能力与机器人集成技术的紧密融合。










 粤公网安备 44010602004358号
粤公网安备 44010602004358号